



 010-82326699
010-82326699
 掃碼了解并領取一造資訊及資料
掃碼了解并領取一造資訊及資料
造價工程師技術與計量安裝高頻考點:焊接的分類及特點


2018年造價工程師考試時間為10月27日-28日,為了幫助2018年造價工程師考試學員更好完成本階段的學習,建設工程教育網為大家整理了造價工程師技術與計量安裝高頻考點,希望對廣大考生有幫助。2018造價工程師《技術與計量安裝》高頻考點匯總>>
造價工程師技術與計量安裝高頻考點:第二章
考點一:焊接的分類及特點
【考頻分析】★★★★★
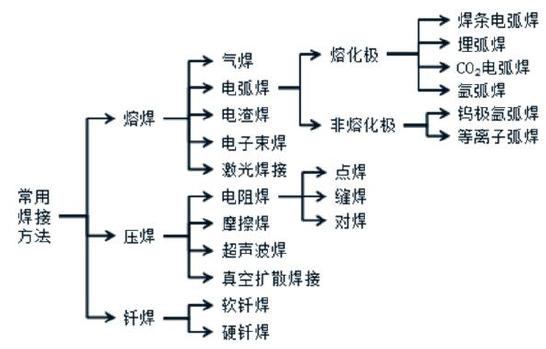
1.按照焊接過程中金屬所處的狀態及工藝的特點,可以將焊接方法分為熔化焊、壓力焊和釬焊三大類。
2.氣焊的優點是設備簡單、使用靈活;對鑄鐵及一些有色金屬的焊接有較好的適應性;在電力供應不足的地方需要焊接時,氣焊可以發揮更大的作用。缺點是生產效率較低,焊接后工件變形和熱影響區較大,較難實現自動化。
3.埋弧焊的優缺點
(1)埋弧焊的優點
①熱效率較高,熔深大,工件的坡口可較小(一般不開坡口單面一次熔深可達20mm),減少了填充金屬量。
②焊接速度高,當焊接厚度為8~10mm的鋼板時,單絲埋弧焊速度可達50~80cm/min。
③焊接質量好。焊劑的存在不僅能隔開熔化金屬與空氣的接觸,而且使熔池金屬較慢地凝固,減少了焊縫中產生氣孔、裂紋等缺陷的可能性。
④在有風的環境中焊接時,埋弧焊的保護效果勝過其他焊接方法。
(2)埋弧焊的缺點
①由于采用顆粒狀焊劑,這種焊接方法一般只適用于平焊位置。
②難以用來焊接鋁、鈦等氧化性強的合金。
③不能直接觀察電弧與坡口的相對位置,容易焊偏。
④只適于長焊縫的焊接。
⑤不適于焊接厚度小于1mm的薄板。
由于埋弧焊熔深大,生產效率高,機械化操作的程度高,因而適于焊接中厚板結構的長焊縫和大直徑圓筒的環焊縫,尤其適用于大批量生產。
4.氣電焊與其他焊接方法相比,具有以下特點:
(1)電弧和熔池的可見性好。
(2)焊接過程操作方便,沒有熔渣或很少有熔渣。
(3)焊接速度較快,熔池較小,熱影響區窄,焊件焊后變形小,可以焊接薄板。
(4)可以焊接化學活潑性強和易形成高熔點氧化膜的鎂、鋁、鈦及其合金。
(5)有利于焊接過程的機械化和自動化,特別是空間位置的機械化焊接。
(6)在室外作業時,需設擋風裝置,否則氣體保護效果不好,甚至很差。
(7)電弧的光輻射強。
(8)焊接設備比較復雜,設備價格高。
5.熔化極氣體保護焊(MIG焊)的特點
(1)幾乎可以焊接所有金屬,尤其適用于焊接有色金屬、不銹鋼、耐熱鋼、碳鋼、合金鋼等材料。
(2)焊接速度較快,熔敷效率較高,勞動生產率高。
(3)MIG焊可直流反接,焊接鋁、鎂合金時有良好的陰極霧化作用,可有效去除氧化膜,提高接頭的焊接質量。
(4)不采用鎢極,成本比TIG焊低。
6.等離子弧焊與鎢極惰性氣體保護焊相比有以下特點:
(1)等離子弧能量集中、溫度高,焊接速度快,生產率高。
(2)穿透能力強,對于大多數金屬在一定厚度范圍內都能獲得鎖孔效應,可一次行程完成8mm以下直邊對接接頭單面焊雙面成形的焊縫,焊縫致密,成形美觀。
(3)電弧挺直度和方向性好,可焊接薄壁結構(如1mm以下的金屬箔的焊接)
(4)設備比較復雜、氣體耗量大,費用較高,只宜于室內焊接。
7.電阻焊有三種基本類型,即點焊、對焊、縫焊。
(1)點焊。是一種高速、經濟的連接方法,多用薄板的非密封性焊接。
(2)縫焊。多用于焊接有密封性要求的薄壁結構。
(3)對焊。其特點是接頭性能差,多用于對接頭強度和質量要求不是很高的構件的焊接。
8.釬焊可用于各種黑色及有色金屬和合金以及異種金屬的焊接。
以上便是為考生準備的造價工程師技術與計量安裝高頻考點,希望對考生備考有所幫助,考試臨近,備考心慌,為了幫助考生更高效、更快速地通過2018年一級造價工程師考試,網校特推出了84分集訓營課程,200小時老師網課,考前9天封閉式集訓,讓老師手把手帶你學,40天高分逆襲,逆戰來也!!現在加入>>

考前9天封閉式集訓 40天高分逆襲 現在加入>>

報考指南
大綱 / 教材
25年預計6月發布
報 名 時 間
預計考前2-3個月
準考證打印
考前10日至一周內
考 試 時 間
預計25年10月
考 試 成 績
考后2-3個月左右
合格證領取
成績公布后1個月左右
閱讀排行









關注更多

立即掃碼添加學習顧問

 報考指導
報考指導
 考情速遞
考情速遞
 備考計劃
備考計劃
 幫你選課
幫你選課
 掃一掃下載建設
掃一掃下載建設 掃一掃立即關注
掃一掃立即關注